 T型槽平板(T型槽平台)T型槽平板又称T型槽工作台,是工业量具的一种,主要用来固定工件...
T型槽平板(T型槽平台)T型槽平板又称T型槽工作台,是工业量具的一种,主要用来固定工件... 单围T型槽平板平台卓兴单围T型槽平板平台的优点:选用铸铁地轨,这样就不用做成大...
单围T型槽平板平台卓兴单围T型槽平板平台的优点:选用铸铁地轨,这样就不用做成大... 工装平台工装平台是航天航空、电子行业、仪器生产、石油化工、矿山机械、...
工装平台工装平台是航天航空、电子行业、仪器生产、石油化工、矿山机械、... 工字箱型平台工字箱型平台广泛应用于机械加工,工具、车间,机(检)修车间,...
工字箱型平台工字箱型平台广泛应用于机械加工,工具、车间,机(检)修车间,...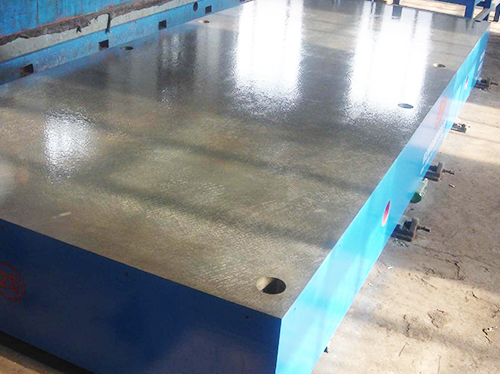 划线平板平台划线平板平台适用于各种划线工作,同时用于机床机械检验测量基准...
划线平板平台划线平板平台适用于各种划线工作,同时用于机床机械检验测量基准...铸铁焊接平台的结构组成及优点:
1、工作台面:
工作台的五个工作面都有100x100mm(D28系列)或50x50mm(D16系列)的带有网格标注的孔。其五个面的平面、平行、垂直公差精度以及孔与孔的位置精度都是高的,在台面上的定位和台面与其它模块之间的组合都具有足够的使用精度要求。基础台面的尺寸从1000x1000mm到4000x2000mm可以任意选择,特别尺寸可以定做。
2、模块:
标准模块有定位和夹紧直角块,L型定位块,U型定位块,通用挡块,通用夹紧和定位角模(0–225度任意调节),V型块和V型角模。所有模块上每间隔50或25mm均有标准孔(Φ28或Φ16),可以实现工件定位和夹紧。
3、锁紧销:
这是实现孔系夹紧系统的基础零件,用以实现的定位和夹紧。销栓前端有五个钢珠,插入定位孔后,手动顺时针旋转销栓(或扳动手柄),五个钢珠弹出并锁紧在孔的斜面上,完成定位和夹紧;松开时,反向旋转销栓,即可拔出。每个销栓的锁紧力可达5吨,剪切力25吨。
4、夹紧器:
夹紧器按照夹紧方向有平面、垂直、45度夹紧器;按照操作方式有螺栓夹紧、夹紧、手柄螺旋夹紧;还有手工、气动或液压。其中带补偿的螺旋夹紧器较为常用。这种夹紧器在悬臂中增加了弹性伸缩,抵消夹紧时的侧向分力,以补偿夹具本身的变形和插入过程的中的间隙,夹紧力与受力面垂直。定位和夹紧销栓表面经过淬火处理,使其不易磨损。
铸铁焊接平台是由铸铁通过铸造工艺浇注而后机床加工制成,平面度精度不错,多用于组焊对焊及组装工艺,作为基准工作面先要求工作面精度平整,早先基本上光面铸铁焊接平台就可以达到需要,随着制造业的发展及2025制造规划出台和智能化制造崛起,对铸铁焊接平台及铸铁焊接平台的要求也呈多样化智能化趋势。
也许您是从事焊接工业品的,也许您是从事机床加工的,不管怎么样,目前的制造行业的成本是上升的,简单的从铸铁焊接平台行业中就能发现。铸件要求的提升,加工费用的工资上涨,以及工人难找等因素,都是这样的现实。
铸铁焊接平台工作面采用的是刮研工艺,用涂色的方法进行检验,确定了平面的精度。工作面一般有T型槽,也可以根据要求加工长孔和圆孔,这种铸铁焊接平台采用的是优良铁铸造而成的。
铸铁焊接平台普遍应用在动力机械设备的装配、调试、焊接、铆焊,这种产品表面带有T形槽,可以固定机械设备。
关于铸铁焊接平台的技术有如下要求:
1、采用刮削工艺应进行涂色对研检验。对研后显示的接触点面积的比率见表3的规定:或者按25mm×25mm正方形面积的接触点数见表3的规定,且任意25mm×25mm中的接触点数之间应不大于5点。
2、铸铁焊接平台工作面不可以有严重影响外观和使用的砂孔、气孔、裂纹、缩松、划痕、碰伤、锈点等缺陷。
3、铸铁焊接平台应采用优良细密的灰口铸铁或合金等材料制造,其工作面硬度应达到170-220HB。
4、铸铁焊接平台的表面应清理型砂且平整,涂漆。
5、铸铁焊接平台工作面通常应采用刮削工艺。对采用刮削加工的3等级铸铁焊接平台工作面,其表面粗糙度Ra的大允许值为5um。
6、精度等级为0级-3等级的铸铁焊接平台工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的间距应不小于80mm。

