 T型槽平板(T型槽平台)T型槽平板又称T型槽工作台,是工业量具的一种,主要用来固定工件...
T型槽平板(T型槽平台)T型槽平板又称T型槽工作台,是工业量具的一种,主要用来固定工件... 单围T型槽平板平台卓兴单围T型槽平板平台的优点:选用铸铁地轨,这样就不用做成大...
单围T型槽平板平台卓兴单围T型槽平板平台的优点:选用铸铁地轨,这样就不用做成大... 工装平台工装平台是航天航空、电子行业、仪器生产、石油化工、矿山机械、...
工装平台工装平台是航天航空、电子行业、仪器生产、石油化工、矿山机械、... 工字箱型平台工字箱型平台广泛应用于机械加工,工具、车间,机(检)修车间,...
工字箱型平台工字箱型平台广泛应用于机械加工,工具、车间,机(检)修车间,...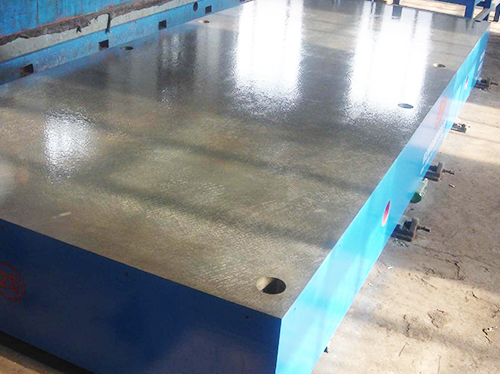 划线平板平台划线平板平台适用于各种划线工作,同时用于机床机械检验测量基准...
划线平板平台划线平板平台适用于各种划线工作,同时用于机床机械检验测量基准...铸铁平台的加工建议如下:
先用立铣刀开粗,然后再用T型刀开槽。注意切削液要充足,压力要大。先用立铣刀开直槽,到位。再用T型槽铣刀开T型槽,使用牛头刨加工时,工件按所需要的T形槽划好线后先用切刀将直槽开好然后用定做的横切刀将横槽开出就行,但开横槽要注意很容易折刀。工件按所需要的燕尾槽划线然后用切刀将余量去掉,之后用左右偏刀转动角度将燕尾槽开出。铸铁平台的具体加工方法铸铁铸铁平台上的T型槽是经过刨床或者龙门铣床加工出来的,T型槽不能用T型槽铣刀直接加工,因为T型刀没有螺旋排屑槽,在开槽时切屑不能顺利的排出来,很容易断刀。再说成型刀具的切削性能本来就没有立铣刀好,只是相对方便而已。
铸铁平台工作面通常应采用刮削工艺。对采用刮削加工的等级为3的铸铁平台工作面,其表面粗糙度Ra的允许值为5um。铸铁平台应采用灰口铸铁或合金等材料制造,其工作面硬度应达到170-220HB。
铸铁平台俗称为T型槽平板,铸铁铸铁平台,铸铁T型槽工作台,是一种表面带有T型槽的铸铁平板,用于装配、调试机械设备的铸铁平台量具,使用铸铁铸造,不仅精度稳定,而且使用稳定。铸铁平台的工作面采用的是刮研工艺,用涂色的方法进行检验,确定了平面的精度。工作面一般有T型槽,也可以根据要求加工长孔和圆孔,这种铸铁平台采用的是较铁铸造而成。
铸铁平台的加工程序:
1、先按照所需尺寸划好线作为基准。
2、再用所需T槽开口同样大的铣刀铣到所需。
3、用比所需T槽小的铣刀铣到所需深层。
4、用所需开口同样大的T型铣刀铣完。
铸铁平台工作面不能有严重影响外观和使用的砂孔、气孔、裂纹、缩松、划痕、碰伤、锈点等缺陷。
铸铁平台使用铸铁工作面硬度为HB170-240,经过两次人工处理,铸铁平台的工作面采用刮削工艺,铸铁平台工作面上可加工V形、T形、U形槽和圆孔、长孔等,可用来固定动力机械设备。使用该产品的精度稳定,性能不错。铸铁平台工作面加工有T型槽,主要用来固定工件,是钳工工人用来调试设备,装配设备,维修设备的基础工作平面。
再来讲讲有关铸铁平台的维护措施:
1、将铸铁平台支承点垫好、垫平,确定每个支撑点受力均匀,确定整个铸铁平台平稳。
2、为了防止铸铁平台发生的变形,在吊装铸铁平板时,要用四根同样长度的钢丝绳同时挂住铸铁平台上得四个起重孔,将铸铁平台平稳吊装在运输工具上。
3、铸铁平台不用时要及时将工作面洗净,然后涂上一层防锈油,并用防锈纸盖上,用铸铁平台的外包装将铸铁平板盖好,以防止平时不注意造成对铸铁平台工作面的损伤。
4、铸铁平台安装时将铸铁平板的各个支撑点用调整垫铁垫好、垫实,由技术技术人员将铸铁平台调整至合格精度。
5、为了防止铸铁平台整体变形,使用完毕后,要将工件从铸铁平板上拿下来,避免工件长时间对铸铁平台重压造成铸铁平台的变形。
6、铸铁平台应安装在通风、干燥的环境中,并远离热源、有腐蚀的气体、有腐蚀的液体。
7、铸铁平台按国度标准实行定期周检,检定周期根据具体情况可为6-12个月。
8、铸铁平台使用时要轻拿轻放工件,不要在铸铁平台上挪动比较粗糙的工件,以免对铸铁平台工作面造成磕碰、划伤等损坏。

